Za sva pitanja i povratne informacije kupaca, odgovorit ćemo strpljivo i pedantno.
Visoka vlačna čvrstoća: Vlačna čvrstoća ovog proizvoda doseže do 750N/mm², osiguravajući izvrsnu ...
Samopodmazujući ležaj s prirubnicom je klizni ležaj koji kombinira dvije važne značajke dizajna u jednu komponentu: prirubnicu — prsten koji se radijalno proteže na jednom kraju ležaja — koji osigurava aksijalni položaj i sposobnost podnošenja opterećenja, te samopodmazujuću košuljicu ili materijal koji eliminira potrebu za vanjskom mašću ili uljem tijekom rada. Unutarnji provrt ležaja radijalno podupire rotirajuće ili oscilirajuće vratilo, dok se prirubnica naslanja na površinu kućišta ili ramena kako bi se oduprla aksijalnim silama i spriječila migriranje ležaja duž osi vratila tijekom uporabe. Svojstvo samopodmazivanja dolazi od krutih maziva ugrađenih u, impregniranih ili zalijepljenih za radnu površinu ležaja — obično PTFE (politetrafluoroetilen), grafit, molibden disulfid (MoS₂) ili sinterirane bronce impregnirane uljem — koja kontinuirano prenose tanki film za podmazivanje na površinu spojne osovine tijekom rada bez ikakvog vanjskog djelovanja unos podmazivanja.
Također se naziva samopodmazujući ležaj s prirubnicom, ležaj s prirubnicom bez ulja ili ležaj s prirubnicom bez održavanja, ova komponenta rješava jedan od najupornijih izazova u mehaničkom dizajnu: kako poduprijeti osovinu ili osovinu na mjestu gdje je redoviti pristup podmazivanju težak, nepraktičan ili nemoguć. Od stožera automobilskih ovjesa i spojeva poljoprivrednih strojeva do pokretnih traka za preradu hrane i precizne medicinske opreme, prirubnički samopodmazujući ležajevi omogućuju pouzdan rad bez održavanja u primjenama gdje bi konvencionalni podmazani ležajevi zahtijevali neprihvatljivu učestalost održavanja ili bi kontaminirali procesnu okolinu mašću ili uljem.
Prirubnica je daleko više od pogodnosti pozicioniranja — ona iz temelja mijenja ono što ležaj može učiniti u sklopu. Standardna cilindrična klizna čahura ili klizni ležaj podržava samo radijalna opterećenja: sile koje djeluju okomito na os osovine. U trenutku kada se uvede bilo kakva aksijalna sila — potisak spiralnog zupčanika, sila kraka poluge, predopterećenje opruge duž osovine ili gravitacija koja djeluje na okomito usmjerenu osovinu — standardna čahura nema mehanizam za reakciju na tu silu i osovina migrira aksijalno sve dok ne dođe u kontakt s nečim drugim, obično uzrokujući nenamjeran kontakt, buku, trošenje ili neusklađenost negdje drugdje u sklopu.
Prirubnica na prirubničkom samopodmazujućem ležaju izravno rješava ovo ograničenje. Lice prirubnice, pritisnuto uz strojno obrađeni rub kućišta ili zarobljeno između dva lica u sklopu, reagira na aksijalne sile svojom punom površinom, raspoređujući opterećenje na mnogo veću površinu nego što bi to omogućio jednostavan krajnji kontakt. Ovo istovremeno smanjuje površinski pritisak (produžujući vijek trajanja ležaja pod kombiniranim opterećenjem), eliminira aksijalno pomicanje osovine i pruža preciznu, ponovljivu referencu aksijalne lokacije za osovinu ili rotirajuću komponentu. U mnogim izvedbama, prirubnica također služi kao površina potisne pločice za lice rotirajuće komponente, eliminirajući potrebu za zasebnom potisnom pločicom i pojednostavljujući sklop uz smanjenje broja komponenti i troškova.
Sastav materijala samopodmazujućih ležajeva s prirubnicom određuje gotovo svaku karakteristiku performansi — nosivost, ograničenje brzine, temperaturni raspon, otpornost na kemikalije i efektivni vijek trajanja. Obitelji glavnih materijala koji se koriste u prirubničkim ležajevima bez održavanja nude različite performanse koje odgovaraju specifičnim uvjetima primjene.
Najčešće korištena prirubnička samopodmazujuća konstrukcija ležaja u zahtjevnim industrijskim primjenama sastoji se od čelične podloge — obično čelika s niskim udjelom ugljika ili nehrđajućeg čelika — sa međuslojem od sinterirane bronce na koji je zalijepljen klizni sloj na bazi PTFE-a. PTFE sloj, obično debljine 0,01–0,03 mm i često modificiran punilima kao što su olovo, staklena vlakna ili karbonska vlakna za poboljšanje nosivosti i otpornosti na habanje, osigurava samopodmazujuću površinu. Ova troslojna konstrukcija — čelik/bronca/PTFE — kombinira strukturnu snagu čelične podloge za podnošenje velikih opterećenja s iznimnim svojstvima niskog trenja i kemijske otpornosti PTFE-a. Ovi ležajevi učinkovito rade pri statičkim opterećenjima do 250 MPa, dinamičkim opterećenjima do 140 MPa, temperaturama od -200°C do 280°C i PV (tlak × brzina) vrijednostima do približno 0,10 MPa·m/s, što ih čini prikladnima za vrlo širok raspon industrijskih zakretnih i oscilirajućih primjena.
Sinterirani brončani prirubnički samopodmazujući ležajevi proizvode se kompaktiranjem brončanog praha u oblik prirubničkog ležaja i sinteriranjem na visokoj temperaturi kako bi se stvorila porozna metalna struktura. Pore - koje obično čine 20-30% volumena ležaja - zatim se impregniraju uljem za podmazivanje pod vakuumom. Tijekom rada, toplinska ekspanzija materijala ležaja dok se zagrijava pumpa malu količinu ulja iz pora na površinu ležaja, podmazujući osovinu. Kako se ležaj hladi tijekom razdoblja mirovanja, ulje se ponovno apsorbira. Ovaj mehanizam za opskrbu uljem koji se sam obnavlja omogućuje ležajevima s prirubnicom od sinterirane bronce da rade bez održavanja tijekom milijuna ciklusa u primjenama s umjerenim opterećenjem i umjerenom brzinom. Oni su ekonomični, dokazani i naširoko se koriste u kućanskim aparatima, električnim alatima, automobilskim dodacima i općenito strojevima s umjerenim fotonaponskim zahtjevima.
Čvrsti brončani prirubnički ležajevi s grafitnim čepovima utisnutim u strojno obrađene rupe na površini ležaja predstavljaju vrhunsku opciju za primjene pri visokim temperaturama i velikim opterećenjima gdje bi podmazivanje na bazi ulja oksidiralo ili isparilo, a ležajevi obloženi PTFE-om bili bi termički preopterećeni. Grafitni čepovi prenose kruti film maziva na površinu spojne osovine tijekom rotacije ili oscilacije, održavajući podmazivanje na kontinuiranim temperaturama do 400°C ili višim, ovisno o specifičnom korištenom grafitnom spoju. Ovi su ležajevi uobičajeni u industrijskim pećnicama, pećima, visokotemperaturnim transportnim sustavima, opremi za čeličane i strojevima za proizvodnju stakla gdje radna okolina isključuje bilo kakvo organsko mazivo i zahtijeva istinski anorgansko rješenje za ležajeve otporno na visoke temperature.
Samopodmazujući ležajevi s prirubnicom proizvedeni od tehničkih polimera — uključujući PEEK, acetal (POM), najlon (PA), UHMWPE i PTFE spojeve — nude otpornost na koroziju, električnu izolaciju, malu težinu i kemijsku otpornost koju metalni ležajevi ne mogu mjeriti. Ležajevi s prirubnicom od polimera standardni su izbor za strojeve za preradu hrane (gdje je bezmetalna konstrukcija potrebna prema propisima o sigurnosti hrane), pomorske i priobalne primjene (gdje bi morska voda nagrizala metalne alternative), opremu za kemijsku preradu i medicinske uređaje. Polimerni ležajevi obično imaju nižu nosivost i toplinsku vodljivost od metalnih tipova, ali rade izvrsno unutar svoje konstrukcijske ovojnice i ne zahtijevaju nikakvo održavanje tijekom rada.
Odabir najprikladnijeg materijala za samopodmazujući ležaj s prirubnicom za određenu primjenu zahtijeva usporedbu ključnih parametara izvedbe svakog tipa sa specifičnim radnim zahtjevima. Sljedeća tablica sažima primarne karakteristike rada obitelji glavnih materijala za ležajeve:
| Vrsta materijala | Maksimalno opterećenje (MPa) | Raspon temperature (°C) | Otpornost na koroziju | Najbolje za |
| Čelik/bronca/PTFE | 140–250 (prikaz, stručni). | -200 do 280 | Dobro (SS podrška: odlično) | Visoko opterećenje oscilirajuće, zakretne |
| Sinterirana bronca/ulje | 30–80 (prikaz, stručni). | -20 do 120 | Umjereno | Umjereno speed, general machinery |
| Čvrsta bronca/grafit | 80–200 (prikaz, stručni). | -50 do 400 | dobro | Visoke temperature, teška industrija |
| Inženjerski polimer | 10–60 (prikaz, stručni). | -40 do 250 | Izvrsno | Prehrambeni, kemijski, pomorski, medicinski |
| PEEK kompozit | 40–100 (prikaz, stručni). | -60 do 250 | Izvrsno | Primjene polimera visokih performansi |
Samopodmazujuće čahure s prirubnicom proizvode se prema standardiziranim serijama dimenzija koje pojednostavljuju zamjenjivost i dizajn kućišta. Razumijevanje ključnih dimenzionalnih parametara i relevantnih standarda omogućuje inženjerima da točno specificiraju ležajeve i nabave ih od više kvalificiranih dobavljača.

Ležajevi s prirubnicom bez ulja nalaze primjenu gdje god je istovremeno potreban oslonac vratila u kombinaciji s aksijalnim položajem i radom bez održavanja. Širokost industrija i primjena u kojima su navedeni ležajevi odražava univerzalnu privlačnost eliminacije održavanja podmazivanja uz dodavanje sposobnosti aksijalnog ograničenja.
Primjene u automobilima uključuju osovine krakova ovjesa, spojeve upravljača, osovine kućišta leptira za gas, klinove šarki vrata, mehanizme za podešavanje sjedala i točke osovine papučice kočnice — sva mjesta gdje je redoviti pristup podmazivanju nepraktičan i gdje je potrebna kombinacija radijalne i aksijalne potpore opterećenju. Ležajevi s prirubnicom od PTFE-a s čeličnom podlogom standard su u ovim primjenama jer podnose kombinirana radijalna i potisna opterećenja geometrije ovjesa, rade pouzdano u cijelom rasponu temperatura automobila i ne zahtijevaju nikakvo održavanje tijekom životnog vijeka vozila.
Poljoprivredna oprema, uključujući zglobove sadilice, osovine podizne ruke hedera, osovine rotora kombajna i priključke alatne trake kultivatora, izložena je kontaminiranom okruženju zemljom, prašinom, vodom i agrokemikalijama koje bi brzo isprale konvencionalno podmazivanje mašću sa standardnog ležaja. Samopodmazujući ležajevi s prirubnicom — osobito tipovi od bronce/grafita zbog njihove otpornosti na prljavštinu i tipovi obloženi PTFE-om zbog njihove otpornosti na kemikalije — pružaju pouzdan rad bez održavanja u ovim teškim uvjetima. Okretne točke građevinske opreme na kracima bagera, polugama utovarivača i ležajevima bubnja kompaktora na sličan način imaju koristi od rješenja prirubničkih ležajeva bez održavanja koja eliminiraju teret servisiranja podmazivanja u udaljenim okruženjima radilišta.
Strojevi za preradu hrane zahtijevaju ležajeve koji rade bez rizika od kontaminacije mašću ili uljem u zonama gdje je moguć kontakt s prehrambenim proizvodima, toleriraju ispiranje agresivnim kemikalijama za čišćenje i zadovoljavaju propise o sigurnosti hrane za materijale kao što su FDA 21 CFR i EU 10/2011 za materijale koji dolaze u dodir s hranom. Samopodmazujući ležajevi s prirubnicom od polimera — osobito acetal, UHMWPE i PTFE kompozitni tipovi za hranu — ispunjavaju sve ove zahtjeve. Njihova otpornost na kiseline, lužine i sredstva za dezinfekciju koja se koriste u čišćenju prehrambenih pogona, u kombinaciji s njihovim radom bez održavanja, čini ih zadanom specifikacijom ležaja za lančane lančane transportne trake, lopatice miješalice, sljedbenike ekscentra stroja za punjenje i zakretne zglobove opreme za porcioniranje.
Spojevi robotskih ruku, osovine linearnih vodilica, mehanizmi hvataljki i prijenosni spojevi transportera u automatiziranim proizvodnim sustavima zahtijevaju preciznu, ponovljivu izvedbu ležaja s nultim održavanjem podmazivanja — intervali podmazivanja nisu kompatibilni s kontinuiranim radom automatiziranih proizvodnih linija bez nadzora. Samopodmazujući ležajevi s prirubnicom isporučuju dimenzijsku točnost i ponovljivost položaja potrebne za dosljednu izvedbu robota, dok prirubnica pruža preciznost aksijalne lokacije koja je neophodna za održavanje točnosti središnje točke alata (TCP) tijekom milijuna ciklusa.
Čak će i najkvalitetniji samopodmazujući ležaj s prirubnicom imati slabije rezultate ili će prerano otkazati ako se neispravno ugradi. Sljedeći postupci ugradnje ključni su za postizanje punog predviđenog životnog vijeka ovih komponenti.
S više vrsta materijala, raspona veličina i stupnjeva performansi dostupnih od brojnih proizvođača, odabir optimalnog prirubničkog samopodmazujućeg ležaja za novi dizajn ili zamjensku primjenu slijedi sustavni proces procjene. Obrada sljedećih parametara redoslijedom daje strukturirani put do točne specifikacije:
Visoka vlačna čvrstoća: Vlačna čvrstoća ovog proizvoda doseže do 750N/mm², osiguravajući izvrsnu ...

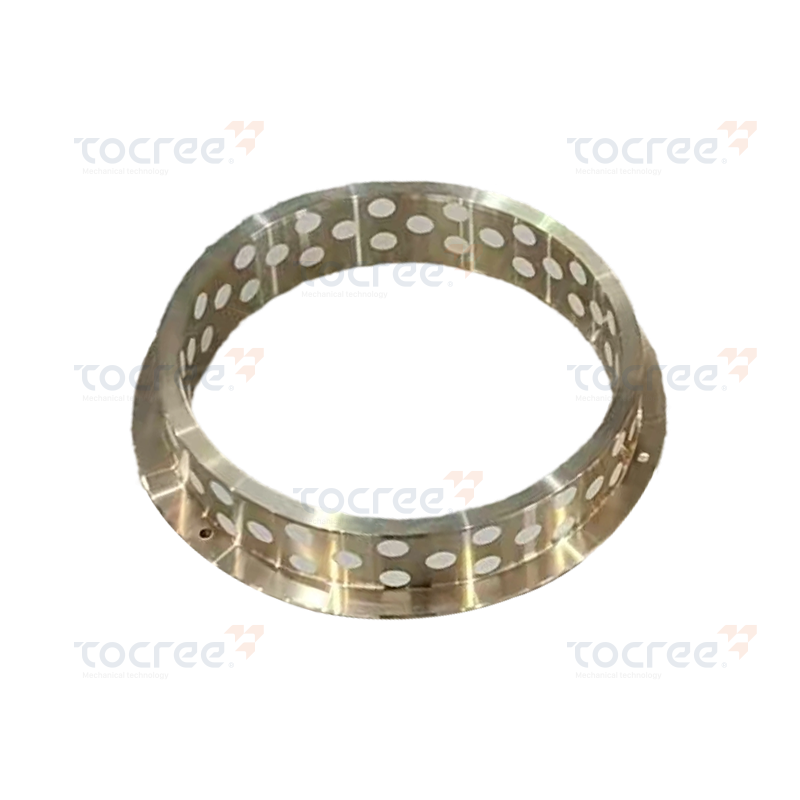
Samopodmazujući ležaj s jednom prirubnicom (s ugradnjom grafita) čvrsta je samopodmazujuća mjeden...

Struktura materijala: Lijevani aluminijski mesing CuZn25Al6Fe3Mn3, s grafitnim umetkom. ...

Ova mjedena čahura s jednom prirubnicom visokih performansi posebno je dizajnirana za velike indu...
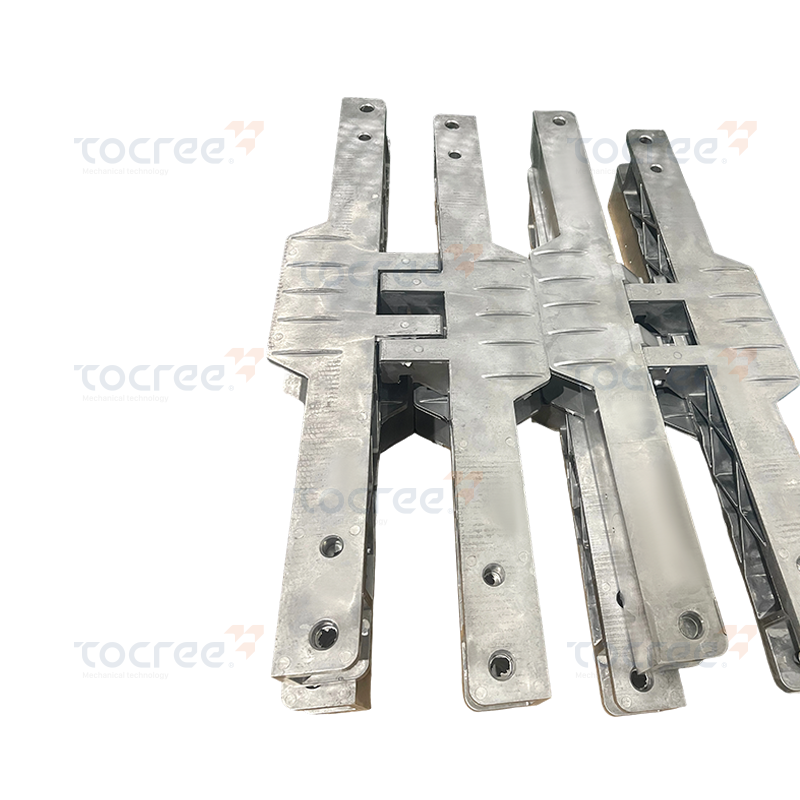
Ovaj okvir od aluminijske legure posebno je dizajniran da zadovolji zahtjeve primjene vozila. Izr...

Ova ravna čahura izrađena je od legure aluminijske bronce kao osnovnog materijala. Prema zahtjevi...
Autorska prava © 2025 Jiashan Tocree Machinery Co., Ltd. Sva prava pridržana.
Prilagođeni dijelovi strojeva od legura bakra
