Za sva pitanja i povratne informacije kupaca, odgovorit ćemo strpljivo i pedantno.
Ovaj blok za pričvršćivanje od aluminijske legure izrađen je od aluminijske legure 6063 kao osnov...
Kad ljudi govore o mehanički dijelovi od čelika od legure aluminija , obično se odnose na precizno strojno obrađene komponente izrađene od aluminijskih legura, legiranih čelika ili kombinacije oba unutar istog sklopa. Ovi su dijelovi okosnica modernih mehaničkih sustava — nalaze se u svemu, od automobilskih pogonskih sklopova i zrakoplovnih okvira do industrijskih strojeva, robotike i potrošačke elektronike. Pojam pokriva široku obitelj komponenti uključujući nosače, kućišta, osovine, zupčanike, prirubnice, pričvršćivače i strukturalne okvire, sve proizvedene od konstruiranih metalnih legura odabranih zbog njihovih specifičnih mehaničkih svojstava.
Aluminijske legure su metalni materijali u kojima je aluminij primarni element, u kombinaciji s bakrom, magnezijem, silicijem, cinkom ili manganom za povećanje čvrstoće, tvrdoće ili otpornosti na koroziju. Legirani čelici, s druge strane, materijali su na bazi željeza s namjernim dodacima kroma, nikla, molibdena ili vanadija kako bi se poboljšala žilavost, otpornost na habanje ili kaljivost izvan onoga što može ponuditi sam ugljični čelik. Razumijevanje koji materijal pripada kojem dijelu mehaničkog sklopa početna je točka za svaku uspješnu inženjersku odluku ili odluku o nabavi.
Odabir između aluminijske legure i legiranog čelika za mehanički dio nije samo stvar odabira čvršćeg materijala. Zahtijeva uravnoteženje težine, čvrstoće, obradivosti, cijene i specifičnih zahtjeva radnog okruženja. Dvije materijalne obitelji značajno se razlikuju u svakoj od ovih dimenzija.
| Vlasništvo | Aluminijska legura | Legirani čelik |
| Gustoća | ~2,7 g/cm³ (lagano) | ~7,8 g/cm³ (teško) |
| Vlačna čvrstoća | 200–700 MPa | 500–1900 MPa |
| Otpornost na koroziju | Izvrsno (sloj prirodnog oksida) | Umjereno (zahtijeva premaz) |
| Obradivost | Vrlo lagane, velike brzine rezanja | Umjereno do teško |
| Toplinska vodljivost | Visoko (~160 W/m·K) | Nisko (~30–50 W/m·K) |
| Otpornost na trošenje | Niži (može se poboljšati eloksiranjem) | Visoki (posebno očvrsli stupnjevi) |
| Relativni trošak | Veći trošak sirovina | Općenito niže po kg |
U praksi, dijelovi od aluminijskih legura dominiraju svugdje gdje je ušteda na težini prioritet - konstrukcije zrakoplova, komponente ovjesa automobila, okviri bicikala i kućišta prijenosne opreme. Dijelovi od legiranog čelika preuzimaju mjesto gdje se o visokoj nosivosti, čvrstoći na zamor ili tvrdoći površine ne može pregovarati - mjenjači, radilice, spojni elementi za teške uvjete rada i alati za rezanje su klasični primjeri.
Nisu sve aluminijske legure i legirani čelici jednaki. Unutar svake obitelji formulirane su specifične ocjene za specifične mehaničke uloge, a navođenje pogrešne ocjene jedna je od najčešćih i najskupljih pogrešaka u nabavi dijelova.
Ponašanje pri obradi aluminijskih legura i legiranih čelika bitno je drugačije, a razumijevanje ove razlike pomaže i inženjerima koji dizajniraju dijelove i kupcima koji ocjenjuju ponude. Troškovi strojne obrade, rokovi isporuke i moguće tolerancije uvelike ovise o materijalu o kojem je riječ.
Aluminij je jedan od dostupnih metala koji se najviše mogu obraditi. CNC glodanje i tokarenje aluminijskih legura može raditi pri brzinama rezanja 3 do 5 puta bržim od čelika, drastično smanjujući vrijeme ciklusa i trošenje alata. Alati od karbida ili brzoreznog čelika (HSS) dobro rade. Glavni izazovi kod strojne obrade aluminija su izgrađeni rub (BUE) — gdje se mekani aluminij lijepi za alat za rezanje — i sklonost materijala da proizvodi duge, žilave strugotine koje se mogu zapetljati u stroju. Alati visokog kuta nagiba, polirani žljebovi i odgovarajući protok rashladne tekućine standardna su rješenja. Uske tolerancije do ±0,01 mm rutinski su moguće postići na dobro održavanoj CNC opremi.
Legirani čelici znatno su teži za strojnu obradu, osobito u uvjetima toplinske obrade ili kaljenja. Brzine rezanja moraju se smanjiti, alat od tvrdog metala je u osnovi obavezan za količine proizvodnje, a vijek trajanja alata je dramatično kraći nego kod aluminija. Tvrđe vrste kao što je D2 alatni čelik često zahtijevaju brušenje ili EDM (obrada električnim pražnjenjem) umjesto konvencionalnog rezanja. Dobra strana je da legirani čelik ima uže tolerancije predvidljivije pod silama rezanja nego aluminij, a gotove površine su manje sklone oštrim rubovima. Za čelične dijelove velike količine, optimizacija parametara rezanja, geometrije alata i strategije rashladne tekućine ključna je za držanje troškova po dijelu pod kontrolom.

Dijelovi od neobrađene aluminijske legure i čelika rijetko se koriste bez nekog oblika površinske obrade. Pravilan tretman može dramatično produžiti radni vijek, poboljšati otpornost na koroziju, smanjiti trenje i poboljšati izgled — sve to bez promjene geometrije jezgre dijela.
Čak i najbolje specificirani i najbolje proizvedeni mehanički dijelovi od aluminijske legure i legiranog čelika s vremenom će se istrošiti, korodirati ili zamoriti ako se ne održavaju pravilno. Strukturirani pristup održavanju produljuje životni vijek, smanjuje neplanirane zastoje i daje rano upozorenje o predstojećem kvaru.
Redovito provjeravajte nosive dijelove i dijelove izložene trošenju na vidljive znakove degradacije: površinske rupičaste rupičaste naslage ili bijele praškaste naslage na aluminijskim dijelovima ukazuju na koroziju; pruge hrđe ili ljuštenje na čeličnim dijelovima signaliziraju oštećenje premaza. Provjere dimenzija kritičnih značajki — promjeri osovine, dimenzije provrta, duljine zahvata navoja — trebaju se obavljati u predviđenim intervalima korištenjem kalibriranih mjerača. Svako mjerenje koje je izvan originalne tolerancije dizajna je osnova za zamjenu, a ne samo promatranje.
Klizni i rotirajući dijelovi od legiranog čelika zahtijevaju dosljedno podmazivanje kako bi se smanjilo trošenje ljepila i abraziva. Ispravna vrsta maziva (mast, ulje ili suhi film) i interval ponovnog podmazivanja trebaju slijediti specifikacije OEM-a — korištenje pogrešne viskoznosti ili pretjerano podmazivanje zabrtvljenih ležajeva uobičajene su pogreške u održavanju koje ubrzavaju trošenje, a ne sprječavaju ga. Za aluminijske dijelove koji rade protiv čelika, mora se uzeti u obzir galvanska i tribološka kompatibilnost; klizni kontakti aluminij na čeliku često imaju koristi od maziva sa suhim filmom na bazi PTFE ili molibden disulfida (MoS₂) umjesto konvencionalnog ulja.
Visokociklični zamor je tihi način kvara u dijelovima od aluminijske legure i legiranog čelika koji su podvrgnuti opetovanom opterećenju. Pukotine nastaju pri koncentraciji naprezanja - rupe, utori za klinove, oštri kutovi, površinske ogrebotine - i šire se sa svakim ciklusom opterećenja sve dok ne dođe do iznenadnog loma. Metode ispitivanja bez razaranja (NDT), uključujući ispitivanje penetrantom (DPI) za aluminij i ispitivanje magnetskim česticama (MPI) za čelik, mogu otkriti površinske pukotine prije nego dosegnu kritičnu duljinu. Za sigurnosno kritične dijelove u primjenama u zrakoplovstvu, automobilskoj industriji ili teškim strojevima, NDT treba uključiti u planirane postupke remonta u intervalima definiranim analizom vijeka trajanja komponente.

Ovaj blok za pričvršćivanje od aluminijske legure izrađen je od aluminijske legure 6063 kao osnov...
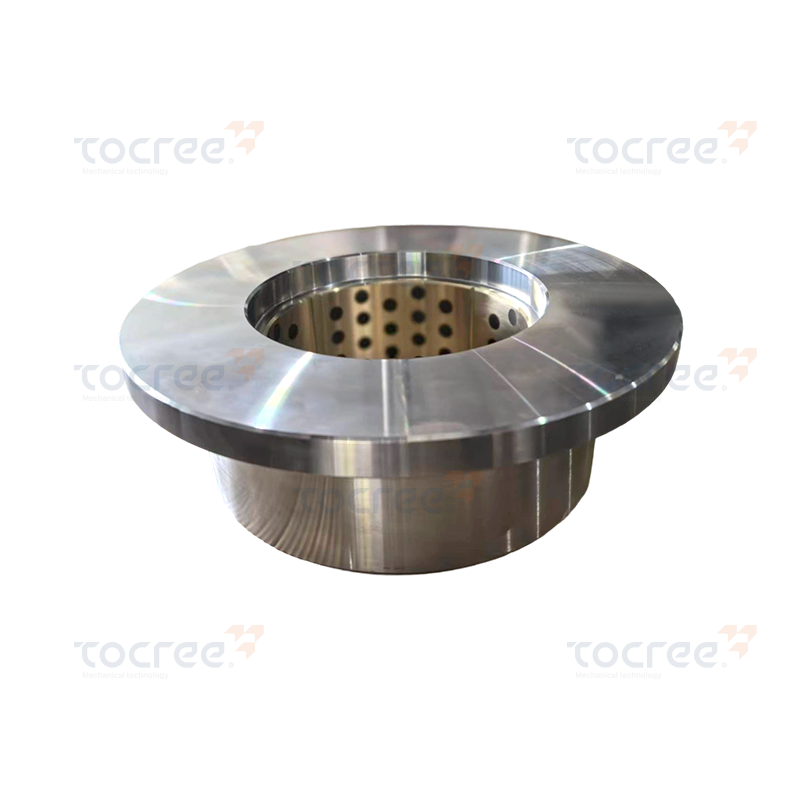
Brončano-čelična čahura s prirubnicom kombinira prednosti SCM435 legiranog čelika i mesinga visok...
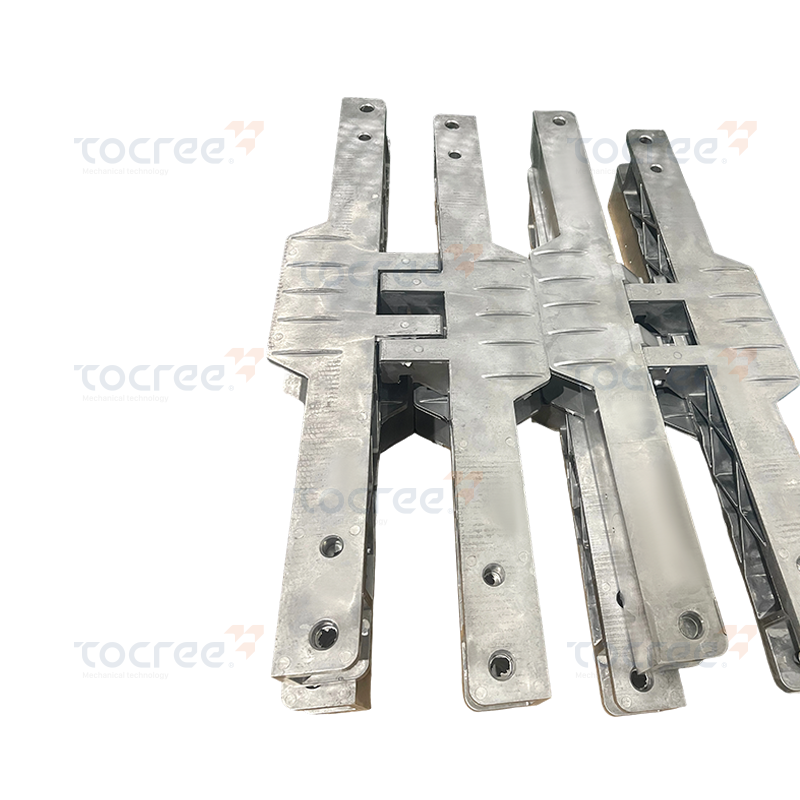
Ovaj okvir od aluminijske legure posebno je dizajniran da zadovolji zahtjeve primjene vozila. Izr...

Ova vrsta vijaka izrađena je od legiranog čelika visoke čvrstoće 42CrMo4, koji je tretiran kaljen...
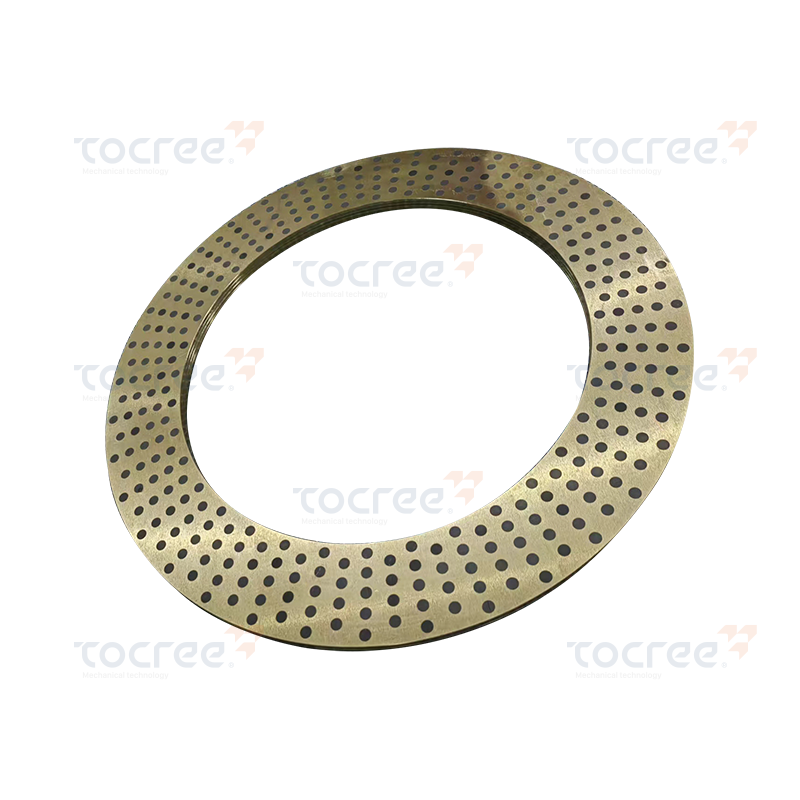
Čvrsti samopodmazujući bakreni prstenovi komponente su visokih performansi, izrađene preciznom st...

Ovaj klizač posebnog oblika na bazi bakra posebno je dizajniran za industrijske primjene visokih ...
Autorska prava © 2025 Jiashan Tocree Machinery Co., Ltd. Sva prava pridržana.
Prilagođeni dijelovi strojeva od legura bakra
