Za sva pitanja i povratne informacije kupaca, odgovorit ćemo strpljivo i pedantno.
Ova ravna čahura izrađena je od legure aluminijske bronce kao osnovnog materijala. Prema zahtjevi...
Čahura vratila bez ulja — koja se naziva i samopodmazujući klizni ležaj, čahura bez ulja ili suha čahura vratila — cilindrična je komponenta ležaja dizajnirana za podupiranje rotirajuće ili oscilirajuće osovine bez potrebe za bilo kakvim vanjskim podmazivanjem poput masti, ulja ili povremenog podmazivanja. Čahura se omotava oko rukavca osovine i osigurava klizno sučelje s niskim trenjem između osovine i njezinog kućišta, u potpunosti se oslanjajući na čvrsta maziva ugrađena u sam materijal ležaja ili nanesena na njega za upravljanje trenjem i trošenjem tijekom životnog vijeka komponente.
Problem koji rješavaju rukavci vratila bez ulja temeljno je problem pristupa održavanju, onečišćenja okoliša i operativne pouzdanosti. U konvencionalnom kliznom ležaju podmazanom uljem, trenje i trošenje kontroliraju se kontinuiranim ili povremenim dovodom ulja ili masti na sučelje ležaja. Ovo dobro funkcionira kada je ležaj dostupan za rutinsko podmazivanje, kada je radna okolina čista i umjerena i kada kontaminacija uljem okolne opreme ili proizvoda nije problem. Ali mnoge aplikacije u stvarnom svijetu ne ispunjavaju jedan ili više ovih uvjeta: ležajevi u opremi za preradu hrane ne mogu se podmazivati naftnim mazivima; ležajevi duboko unutar konstrukcija velikih strojeva nedostupni su za redovito podmazivanje; ležajevi u prašnjavim rudarskim okruženjima imaju uljni film kontaminiran u roku od nekoliko dana od primjene; ležajevi u visokotemperaturnim transporterima peći rade iznad temperature raspadanja bilo kojeg praktičnog ulja za podmazivanje.
Pravilno specificirana čahura vratila bez ulja uklanja sva ova ograničenja. Omogućuje funkciju nošenja opterećenja i lociranja osovine konvencionalnog kliznog ležaja s nultim unosom vanjskog podmazivanja tijekom cijelog životnog vijeka komponente — obično 5.000 do 50.000 radnih sati, ovisno o materijalu, opterećenju, brzini i okruženju. Za dizajnere opreme to znači jednostavnije sustave podmazivanja, niže troškove rada za održavanje i mogućnost ugradnje ležajeva na mjestima koja bi bila nepraktična za podmazivanje. Za krajnje korisnike to znači smanjeno vrijeme zastoja, eliminaciju troškova nabave maziva i odlaganja otpada te poboljšanu čistoću proizvoda u osjetljivim aplikacijama.
Sposobnost rukavca vratila bez ulja da radi bez vanjskog podmazivanja nije samo stvar upotrebe materijala s niskim trenjem — to ovisi o specifičnom tribološkom mehanizmu pomoću kojeg površina ležaja aktivno stvara i nadopunjuje film za podmazivanje tijekom rada.
Najvažniji mehanizam u samopodmazujućim kliznim ležajevima je stvaranje prijenosnog filma na površini spojene osovine. Kako se osovina okreće prema provrtu ležaja, mikroskopske količine krutog maziva - obično PTFE (politetrafluoroetilen), grafit, molibden disulfid (MoS₂) ili njihove kombinacije - oslobađaju se iz materijala ležaja i prianjaju na površinu osovine kao tanki, kontinuirani premaz debljine obično 1-5 µm. Nakon što se ovaj film za prijenos uspostavi (obično unutar prvih nekoliko sati rada, što se naziva razdoblje "uhodavanja"), kontakt je učinkovit između dviju podmazanih površina — filma za prijenos na vratilu i krutog maziva u provrtu ležaja — radije nego između golog metala i materijala ležaja. To dramatično smanjuje koeficijent trenja (obično na 0,03–0,15 ovisno o materijalu i uvjetima) i stopu trošenja do kraja životnog vijeka ležaja.
Različiti dizajni kliznih ležajeva bez ulja oslobađaju svoje kruto mazivo kroz različite mehanizme. U sinteriranim metalnim ležajevima (sinterirana bronca ili željezo impregnirana uljem), mazivo se oslobađa toplinski — porozna metalna matrica lagano se širi pod toplinom trenja, pumpajući pohranjeno ulje na površinu; kada se ležaj hladi u mirovanju, ulje se kapilarno uvlači natrag. U kompozitnim ležajevima obloženim PTFE-om, niska površinska energija PTFE-a prirodno uzrokuje njegovo razmazivanje po površini osovine pod kontaktnim pritiskom. U brončanim ležajevima s grafitnim čepom, grafitni umeci se utiskuju izravno u rupe ili utore u brončanoj matrici, a klizni kontakt postupno odvaja mikroskopske čestice grafita koje tvore sloj za podmazivanje. U ležajevima s polimernom matricom punjenim PTFE-om, grafitom ili MoS₂, čestice punila su homogeno raspoređene po materijalu i stalno su izložene na habajućoj površini dok ležaj ulazi.
Svaki samopodmazujući rukavac osovine bez ulja ima graničnu PV vrijednost — umnožak tlaka ležaja P (u MPa ili psi) i brzine klizanja V (u m/s ili ft/min) pri kojoj materijal ležaja može raditi bez pregrijavanja, prekomjernog trošenja ili zapinjanja. Ograničenje PV temeljna je granica performansi za samopodmazujuće ležajeve, analogno nazivnoj nosivosti kotrljajućeg ležaja. Kada je PV vrijednost prekoračena, stvaranje topline uslijed trenja na sučelju premašuje sposobnost materijala ležaja da odvodi toplinu, uzrokujući toplinsku degradaciju krutog maziva, ubrzano trošenje i konačno kvar ležaja. Projektanti moraju izračunati stvarni PV za svoju primjenu (P = radijalno opterećenje / projektirana površina; V = π × promjer osovine × RPM / 60 000) i potvrditi da je ispod nominalne PV granice materijala — obično sa sigurnosnim faktorom 2-3 za kontinuirani rad.
Učinkovitost samopodmazujućeg rukavca vratila uvelike je određena izborom osnovnog materijala i sustava čvrstog maziva. Svaka vrsta materijala ima specifične prednosti, ograničenja i područja primjene koja najbolje odgovaraju. Ovdje je detaljan pregled glavnih kategorija.
Brončane čahure bez ulja s grafitnim čepom — koje se ponekad nazivaju "grafit-brončane" ili "brončane čahure bez održavanja" — sastoje se od olovnog ili bezolovnog brončanog tijela s cilindričnim čepovima od grafita ili grafit-MoS₂ spoja utisnutih u izbušene rupe koje su pravilno raspoređene po provrtu, a ponekad i na krajevima. Bronca pruža izvrsnu nosivost (radni tlak do 60-80 MPa u nekim klasama), visoku toplinsku vodljivost za odvođenje topline i dobru stabilnost dimenzija. Grafitni čepovi pridonose funkciji samopodmazivanja, čineći obično 20–35% površine ležaja po pokrivenosti. Ove čahure pouzdano rade do 400°C (koristeći spojeve ugljik-grafita umjesto čistog grafita) i prikladne su za male do umjerene brzine klizanja (do približno 2 m/s neprekidno). Oni su najrašireniji tip bezuljnih kliznih ležajeva za industrijske strojeve — transportne trake, preše, dizalice, strojeve za injekcijsko prešanje i opću proizvodnu opremu — zbog njihove kombinacije velike nosivosti, širokog temperaturnog raspona i otpornosti na kontaminirana okruženja.
PTFE-obloženi kompozitni rukavci bez ulja (opće poznati pod trgovačkim nazivima kao što su DU® tvrtke Oiles, DP4® tvrtke SKF/Glacier ili slični proizvodi tvrtki Igus i Permaglide) sastoje se od čelične podloge, poroznog brončanog međusloja (obično sinteriranog na čelik) i kliznog sloja PTFE-olovo ili PTFE-vlakna 0,01–0,03 mm debljine spojene na broncu. Čelična podloga osigurava zadržavanje pritisnutim u provrtu kućišta, brončani međusloj mehanički učvršćuje PTFE sloj, a PTFE površinski sloj pruža iznimno nizak koeficijent trenja (0,03–0,12 pod uobičajenim opterećenjima) i izvrsnu kemijsku otpornost. Ova konstrukcija postiže optimalnu ravnotežu vrlo malog trenja, kompaktnog poprečnog presjeka (debljina stjenke samo 0,7–1,5 mm, što omogućuje upotrebu u prostorno ograničenim primjenama), visokog kapaciteta opterećenja (do 250 MPa statički) i dobrog provođenja topline kroz čeličnu pozadinu. PTFE kompozitni rukavci standardni su izbor za automobilske primjene (ležajevi zakretanja pedala, vodilice sjedala, osovine za šarke vrata), poljoprivredne strojeve i općenito strojarstvo gdje je potreban tanki, samopodmazujući ležaj u preciznom kućištu. Njihovo primarno ograničenje je umjerena gornja temperatura (kontinuirani rad do 120–150 (prikaz, stručni).°C za varijante bez olova) i osjetljivost na udarna opterećenja koja mogu odlojiti PTFE sloj.
Sinterirani brončani klizni ležajevi proizvode se prešanjem i sinteriranjem brončanog praha u poroznu strukturu s 20-35% volumena šupljina, zatim vakuumskom impregnacijom pora uljem za podmazivanje (obično ISO VG 68-150 mineralno ili sintetičko ulje). Ulje pohranjeno u poroznoj matrici ispušta se na površinu ležaja toplinskim i kapilarnim djelovanjem tijekom rada i ponovno se apsorbira kada ležaj miruje - stvarajući samostalni spremnik za podmazivanje koji obično osigurava 20 000–50 000 sati rada bez održavanja pri umjerenim opterećenjima i brzinama. Sinterirane brončane čahure bez ulja najučinkovitije su pri niskim do umjerenim brzinama (površinske brzine ispod 2 m/s), malim do umjerenim opterećenjima i temperaturama ispod 80°C (iznad kojih se pohranjeno ulje razgrađuje ili prebrzo izbacuje). Oni su dominantna vrsta ležajeva u malim električnim motorima, kućanskim aparatima, pumpama, ventilatorima, uredskoj opremi i električnim alatima — primjenama koje karakterizira kontinuirana rotacija male brzine gdje samoobnavljajući uljni film održava izvrsne performanse uz vrlo niske troškove. Oni su manje prikladni za primjene pri visokim temperaturama, velikim opterećenjima ili oscilirajućim gibanjima.
Klizni ležajevi bez ulja na bazi polimera proizvode se od inženjerske termoplastike — acetala (POM), najlona (PA66), UHMW-PE, PEEK ili PTFE — često s čvrstim mazivim punilima (grafit, MoS₂, karbonska vlakna, PTFE) u matrici. Ovi ležajevi su izuzetno lagani, potpuno otporni na koroziju, električno nevodljivi, otporni na širok raspon kemikalija i prikladni za primjene u kontaktu s hranom (dostupni su stupnjevi usklađeni s FDA/EC 1935/2004). Njihov primarni nedostatak je manja nosivost od alternativa s metalnom podlogom, značajan koeficijent toplinskog širenja (zahtijeva veći promjerni razmak kako bi se izbjeglo zaklapanje na povišenim temperaturama) i upijanje vlage u vrstama poliamida što može utjecati na dimenzije i razmak. Vodeći dobavljači polimernih kliznih ležajeva uključuju Igus (iglide® asortiman), Trelleborg (Turcon®) i Saint-Gobain (brrglide®). Posebice Igus iglide materijali su opsežno ispitani s objavljenim podacima o stopi trošenja za stotine kombinacija materijala i osovine, što ih čini praktičnim za specifikaciju za širok raspon aplikacija s niskim do srednjim opterećenjem.
Ugljično-grafitni klizni ležajevi proizvode se od mješavine ugljika (ili grafita) i raznih veziva (smola, smola, metalni impregnanti) koji se oblikuju i peku na visokim temperaturama kako bi se proizvela kruta, porozna struktura s svojstvenom mazivošću. Oni su materijal izbora za vrlo visoke temperature primjene rukavaca bez ulja — kontinuirani rad do 500°C moguć je s metalom impregniranim ugljično-grafitnim vrstama, daleko iznad mogućnosti bilo kojeg polimernog ili konvencionalnog brončanog ležaja. Ugljično-grafitni rukavci vratila naširoko se koriste u pećnicama za preradu hrane, opremi za proizvodnju stakla, pomoćnim komponentama parnih turbina, visokotemperaturnim transportnim sustavima i ležajevima pumpi za vruću tekućinu. Oni su krti (vlačna čvrstoća od 30-80 MPa, puno niža od bronce), imaju ograničenu nosivost u usporedbi s metalnim ležajevima i zahtijevaju pažljivo rukovanje i ugradnju kako bi se izbjeglo pucanje. Međutim, u primjenama iznad 250°C gdje nijedan drugi samopodmazujući materijal za ležajeve ne može preživjeti, ugljik-grafit je često jedina održiva opcija.
Odabir pravog materijala za čahuru vratila bez ulja za određenu primjenu zahtijeva vaganje više parametara učinkovitosti istovremeno. Ova usporedna tablica daje usporedni pregled glavnih vrsta materijala za usmjeravanje pri početnom odabiru.
| Vrsta materijala | Maksimalno opterećenje (MPa) | Maksimalna temperatura (°C) | Maksimalna brzina (m/s) | Otpornost na koroziju | Sigurna hrana | Relativni trošak |
| Grafitom optočena bronca | 60–80 (prikaz, stručni). | 400 | 2.0 | Umjereno | Ne (Pb stupnjevi) | srednje |
| PTFE kompozit (DU-tip) | 140–250 (prikaz, stručni). | 120–150 | 3.0 | Dobro (čelična poleđina) | Moguće (bez Pb) | Nisko–srednje |
| Sinterirana bronca (impreg. uljem) | 20–40 (prikaz, stručni). | 80 | 2.0 | Umjereno | No | Niska |
| Tehnički polimer (iglide®) | 10–60 (prikaz, stručni). | 90–250 (PEEK) | 0,5–5,0 | Izvrsno | Da (FDA ocjene) | Nisko–srednje |
| Ugljik-grafit | 5–20 | 500 | 10–20 (prikaz, stručni). | Izvrsno | da | srednje–High |
Samopodmazujući klizni ležajevi našli su svoj put u gotovo svaku industriju koja koristi rotirajuće strojeve, ali određeni sektori ovise o njima mnogo više od drugih zbog specifičnih radnih zahtjeva koji konvencionalne podmazane ležajeve čine nepraktičnima.
Odabir samopodmazujućih kliznih ležajeva zahtijeva sustavnu procjenu opterećenja primjene, brzine, temperature, okoliša i dimenzionalnih ograničenja. Žurba s ovim odabirom - odabir ležaja samo na temelju veličine ili cijene - najčešći je izvor prijevremenih kvarova ležajeva u primjenama ležajeva bez održavanja.
Radijalno opterećenje na rukavcu vratila mora se izračunati iz primijenjenih sila, uključujući gravitacijska opterećenja, pogonske sile i dinamička ili udarna opterećenja. Tlak ležaja P izračunava se kao P = F / (d × L), gdje je F radijalno opterećenje u Newtonima, d je promjer osovine u mm, a L je duljina ležaja u mm. Rezultirajući P u N/mm² (MPa) mora biti ispod maksimalnog dopuštenog pritiska ležaja materijala na radnoj temperaturi. Za primjene pod udarnim opterećenjem, pomnožite statičko opterećenje s faktorom udarnog opterećenja od 1,5–3,0 prije izračunavanja P. Ležajevi s omjerima L/d između 0,5 i 1,5 osiguravaju dobru raspodjelu opterećenja; omjeri iznad 2,0 mogu uzrokovati rubno opterećenje na krajevima rukavca ako su osovina ili kućište neusklađeni.
Za primjene s rotirajućim vratilom, izračunajte površinsku brzinu klizanja kao V = (π × d × n) / 60 000, gdje je d promjer osovine u mm, a n brzina rotacije u RPM, dajući V u m/s. Zatim izračunajte PV = P × V i usporedite s granicom PV nominalne vrijednosti materijala (dostupno u tehničkim listovima proizvođača). Većina grafitno-brončanih rukavaca ima PV granice od 0,1–0,5 MPa·m/s; PTFE kompoziti 0,05–0,15 MPa·m/s; polimerni ležajevi uvelike variraju (0,05–0,5 MPa·m/s ovisno o stupnju). Za oscilirajuće primjene (zakretnice, klackalice), brzina klizanja izračunava se iz duljine luka po ciklusu i frekvencije, a ne kontinuiranog broja okretaja u minuti, što obično rezultira mnogo nižim vrijednostima V koje dopuštaju više dopuštene tlakove.
Odredite maksimalnu trajnu radnu temperaturu i sve vršne temperaturne ekskurzije koje će ležaj doživjeti. Isključite vrste materijala čija je najveća nazivna temperatura ispod ove granice. Zatim identificirajte zagađivače iz okoliša — vodu, kiseline, lužine, otapala, hranu, abrazivnu prašinu — i provjerite kemijsku kompatibilnost s materijalom ležaja. Imajte na umu da su mnogi materijali koji nose polimere kemijski otporni, ali postoje određene iznimke (npr. acetal POM napadaju jake kiseline; PEEK ima izvrsnu kemijsku otpornost; PTFE je kemijski otporan na gotovo sve osim fluora i rastaljenih alkalnih metala).
Spajna površina vratila ima značajan utjecaj na životni vijek i koeficijent trenja samopodmazujućih kliznih ležajeva. Tvrde, glatke površine vratila smanjuju trošenje ležaja i olakšavaju stvaranje filma za prijenos. Preporučena tvrdoća osovine za primjenu rukavca bez ulja je najmanje HRC 30 za grafitno-brončane i PTFE kompozitne ležajeve, s HRC 45-60 poželjnim za dug radni vijek. Završna obrada površine osovine trebala bi biti Ra 0,4–0,8 µm (brušena) — glatkija osovina (Ra ispod 0,2 µm) zapravo može spriječiti prianjanje prijenosnog filma, dok hrapavija osovina (Ra iznad 1,6 µm) uzrokuje ubrzano abrazivno trošenje provrta ležaja. Osovine od nehrđajućeg čelika dobro rade s većinom tipova ležajeva bez ulja; Osovine od nekaljenog mekog čelika troše se brže i ne preporučuju se za zahtjevne primjene. Za mekane materijale osovine (aluminij, mekani mjed, plastika), posavjetujte se s proizvođačem ležaja za zahtjeve minimalne tvrdoće osovine specifične za njihovu vrstu materijala.
Točan dijametralni zazor između provrta rukavca vratila bez ulja i rukavca vratila ključan je za rad. Premali zazor uzrokuje da ležaj zahvati osovinu (zaklinjenje pri pokretanju ili pod toplinskim širenjem); preveliki zazor dopušta pomicanje vratila koje uzrokuje udarno opterećenje, buku i brzo trošenje ležaja i površine vratila.
Kao opća smjernica, dijametralni razmak između osovine i provrta rukavca bez ulja nakon ugradnje trebao bi biti 0,001 × promjer osovine za PTFE kompozitne ležajeve s metalnom podlogom i 0,002 × promjer osovine za grafitno-brončane i sinterirane brončane ležajeve na sobnoj temperaturi. Za polimerne ležajeve obično su potrebni veći zazori (0,003–0,005 × promjer osovine) kako bi se prilagodio većem koeficijentu toplinskog širenja i potencijalnom bubrenju vlage. Za osovinu promjera 25 mm to znači razmak od približno 0,025 mm za PTFE kompozit, 0,05 mm za grafit-broncu i 0,075–0,125 mm za vrste polimera. Uvijek uzmite u obzir toplinsko širenje i osovine i materijala rukavca pri maksimalnoj radnoj temperaturi kada izračunavate minimalni razmak.
Klizni ležajevi bez ulja gotovo se uvijek postavljaju s interferencijom u provrt kućišta kako bi se spriječilo okretanje rukavca u kućištu (što bi uzrokovalo trzanje i brzi kvar i kućišta i vanjskog promjera rukavca). Standardna tolerancija kućišta za većinu tipova kliznih ležajeva je H7, s vanjskim promjerom rukavca proizvedenim prema toleranciji s6 ili r6 za lagani do srednji press fit. Za PTFE kompozitne rukavce s čeličnom podlogom, interferencija je obično 0,02–0,06 mm na promjeru za kućišta u rasponu od 10–80 mm. Za polimerne čahure utisnute u aluminijska ili plastična kućišta, smetnje se moraju pažljivo izračunati jer toplinska ekspanzija materijala kućišta može ili povećati smetnje (u čahurama s čeličnom podlogom u aluminijskim kućištima) ili je smanjiti (u polimernim čahurama u polimernim kućištima) na radnoj temperaturi — oba ekstrema mogu uzrokovati probleme.
Kada se čahura bez ulja utisne u kućište, veličina provrta kućišta malo se smanjuje zbog elastične kompresije stijenke čahure i plastične deformacije na sučelju. Ovo smanjenje provrta — nazvano "korekcija prešanjem" — mora se izmjeriti i uzeti u obzir prilikom određivanja promjera provrta rukavca. Za tankostjejne PTFE kompozitne čahure (debljina stijenke 0,75–2,5 mm), smanjenje provrta nakon prešanja je obično 0,01–0,04 mm, ovisno o debljini stijenke i smetnjama. Proizvođači daju tablice korekcije provrta za svoje specifične proizvode — uvijek ih upotrijebite za izračun potrebnog promjera provrta prema proizvodnji kako biste postigli ciljni razmak nakon ugradnje.
Čak će i ispravno specificiran samopodmazujući klizni ležaj prerano otkazati ako je neispravno instaliran. Ove smjernice za ugradnju primjenjuju se na sve glavne tipove kliznih ležajeva bez ulja i često se zanemaruju u situacijama održavanja na terenu.
Jedno od najčešćih pitanja kada se specificiraju ležajevi za novu konstrukciju je hoće li se koristiti samopodmazujući klizni ležaj ili kotrljajući ležaj (kuglični ležaj, valjkasti ležaj). Oboje imaju legitimne uloge, a izbor bi se trebao temeljiti na specifičnim zahtjevima, a ne na navici ili dostupnosti.
Kada rukavac vratila bez ulja pokvari prije svog očekivanog radnog vijeka - zbog pretjeranog trošenja, zapinjanja, buke ili promjene dimenzija - glavni uzrok se gotovo uvijek može pronaći u jednoj od malog broja uobičajenih pogrešaka u odabiru, instalaciji ili radu. Ovdje je praktični vodič za dijagnosticiranje i rješavanje najčešćih problema.
Brzo trošenje samopodmazujućih rukavaca najčešće je uzrokovano stvarnim PV-om koji premašuje nazivnu granicu (ponovno provjerite izračune opterećenja, brzine i temperature), hrapavošću površine osovine većom od preporučene (Ra iznad 1,6 µm), površinom osovine premekanom (ispod preporučene tvrdoće), abrazivnom kontaminacijom koja ulazi u zazor ležaja ili neadekvatnom radnom zračnošću koja uzrokuje termičko zagušenje pod opterećenjem. Ispitajte istrošenu površinu ležaja pod lupom ili mikroskopom: ravnomjerno trošenje s glatkim, bruniranim izgledom je normalno uhodavanje; duboki utori paralelni s osi osovine ukazuju na abrazivnu kontaminaciju; obodni bodovi ukazuju na napadaj; pernata ili poderana površina ukazuje na preopterećenje udarom.
Čahura bez ulja koja se okreće u svom kućištu, a ne osovina koja se okreće u čahuri, ukazuje na nedovoljnu interferenciju - ili je provrt kućišta prevelik, vanjski promjer čahure je manji ili je smetnja uklonjena mazivom primijenjenim tijekom instalacije. Provjerite promjer provrta kućišta i usporedite ga s tolerancijom kućišta koju je odredio proizvođač čahure. Ako je provrt unutar tolerancije, a skretanje se i dalje događa, povećajte smetnje određivanjem sljedećeg užeg razreda tolerancije vanjskog promjera ili upotrijebite smjesu za pričvršćivanje ležaja kao dodatak. Imajte na umu da pri visokim temperaturama diferencijalna toplinska ekspanzija između polimerne čahure i čeličnog kućišta može smanjiti ili eliminirati smetnje — za primjene na visokim temperaturama, mehaničke značajke za zadržavanje (pridržni prsten, kućište s ramenima ili vijak za podešavanje) treba dodati kao sekundarno zadržavanje.
Škripanje, klepetanje ili povremene vibracije u novoj instalaciji rukavca vratila bez ulja obično označavaju jedno od: nedovoljnog slobodnog hoda koji uzrokuje trenje od klizanja (vrlo uobičajeno kod novih kompozitnih ležajeva od PTFE prije nego što se uspostavi film za prijenos — dopustite razdoblje uhodavanja), neusklađenost između osovine i osi provrta kućišta (provjerite poravnanje kućišta; neusklađenost uzrokuje rubno opterećenje i asimetriju istrošenost), valovitost površine osovine koja uzrokuje povremene varijacije u kontaktnom tlaku ili materijal osovine nekompatibilan s materijalom ležaja (neke kombinacije ležaja i osovine imaju tendenciju klizanja umjesto stalnog klizanja pri malim brzinama — provjerite podatke o kompatibilnosti materijala osovine proizvođača ležaja).

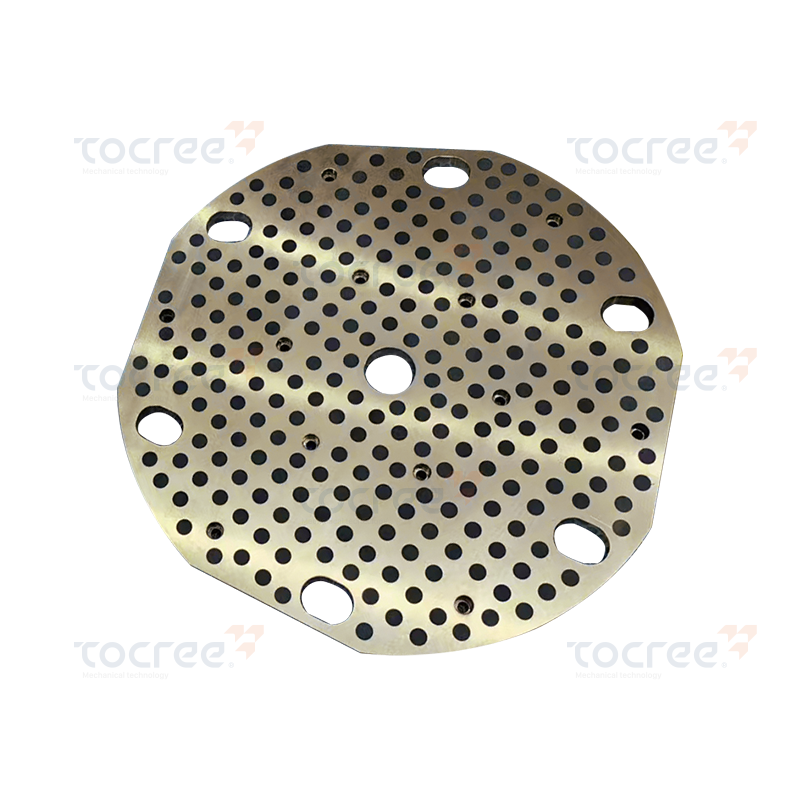
Ova ravna čahura izrađena je od legure aluminijske bronce kao osnovnog materijala. Prema zahtjevi...
Grafitna brtva na bazi bakra izrađena je od visokokvalitetne legure bakra i cinka kao osnovnog ma...
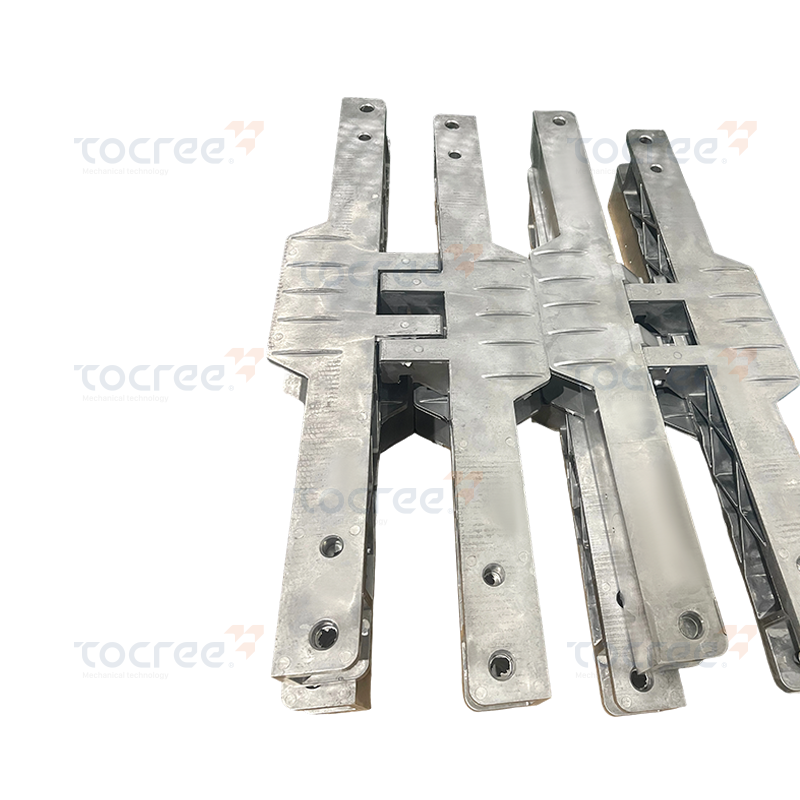
Ovaj okvir od aluminijske legure posebno je dizajniran da zadovolji zahtjeve primjene vozila. Izr...

Samopodmazujući ležaj s jednom prirubnicom (s ugradnjom grafita) čvrsta je samopodmazujuća mjeden...

Struktura materijala: Lijevani aluminijski mesing CuZn25Al6Fe3Mn3, s grafitnim umetkom. ...

Osmerokutna čahura izrađena od CuSn6Zn6Pb3 (kositrena bronca) i grafitne precizne strojne obrade ...
Autorska prava © 2025 Jiashan Tocree Machinery Co., Ltd. Sva prava pridržana.
Prilagođeni dijelovi strojeva od legura bakra
